
What the Laminate Structure Is
A flexible packaging bag is made from multiple film layers bonded together, each performing a different function. The outer layer carries the printing and takes surface abrasion during handling. Middle layers provide a barrier against oxygen, moisture, or both. The inner layer is the sealant film that contacts the product and gets heat-sealed during filling.
In practice, the structure comes down to what the product requires. A two-layer PET/PE laminate is cost-effective and works well for many dry food applications. Adding a metallised film in the middle improves the barrier without the cost of a full foil. Switching to nylon on the outer layer changes how the bag performs at low temperatures and how it handles mechanical stress. There’s no single right structure — the right combination depends on the product, the filling method, and where the bag ends up.

When the Wrong Structure Causes Problems
Material failures rarely show up when the laminate is first selected. They show up after filling, during storage, or in transit. Products are going stale ahead of the shelf life date. Seals are failing under filling conditions that the bag wasn’t built for. Film cracking in cold storage. Bags are getting punctured by the product inside.
These tend to get treated as production issues, but most of them originate in a material decision made earlier — and in our experience, they’re almost always avoidable.
Barrier is about how well the packaging keeps oxygen, moisture, light, and odour away from the product. A structure that works for a short-cycle domestic snack won’t perform the same way for a product sitting in a warehouse for 18 months. High-fat products, coffee, and anything oxygen-sensitive need a barrier level that reflects that. A general-purpose laminate isn’t always enough.
Sealability depends on matching the inner sealant film to the filling conditions. Standard ambient filling is one thing. Hot filling is another. Retort processing at 121°C and above is a different requirement entirely — CPP handles those temperatures, LLDPE doesn’t. Using the wrong sealant film is a direct path to seal failures that only show up when the bags are under conditions they were never built for.
Puncture resistance tends to matter most for products with bones, shells, or angular shapes, and for heavy products going through multiple handling stages. A nylon layer in the laminate absorbs mechanical stress in a way that a standard PE sealant layer won’t. For frozen seafood in particular, this is one of the structural decisions that most directly affects real-world failure rates.
Durability through the supply chain is decided at the outer layer. Bags get dropped, stacked, pushed through filling lines, and handled at warehouses. A weak outer layer means scuffed print and damaged bags before the product reaches anyone. This sometimes gets overlooked when material decisions are driven mainly by barrier requirements — we flag it when we see it.
Product compatibility is about what happens between the inner film and the product over time. Oils, acidic products, and high-moisture content all behave differently against different sealant films. The inner layer needs to be chemically stable in contact with what it’s holding.
How Product Requirements Change the Material
The same product category can lead to different material decisions depending on the specifics. These are the factors that usually drive those differences — and where we focus when recommending a structure.
 Moisture and Oxygen Sensitivity
Moisture and Oxygen SensitivityProducts that go stale quickly when exposed to air — coffee, dried fruit, powders — need oxygen barrier. Metallised film or foil structures are usually the right direction. Products that are mainly moisture-sensitive but not particularly oxygen-sensitive can often use a lower-cost structure without the same compromise. The distinction matters for cost, and it’s worth sorting out early.
 Fat and Oil Content
Fat and Oil ContentHigh-fat products oxidise when oxygen reaches them, and some oils interact with the inner sealant film over time. Both barrier level and inner layer compatibility matter more for fatty products. We check both before recommending a structure for this kind of application.
 Freezing
FreezingStandard BOPP and some PE films lose flexibility at sub-zero temperatures and can crack under the mechanical stress of frozen handling — conveying, stacking, dropping. Nylon-based structures stay flexible at those temperatures. This is why NY/PE is the common specification for frozen seafood and bone-in meat. It’s not a premium upgrade; it’s what the environment actually requires.
 Hot Filling and Retort
Hot Filling and RetortHot-filled products need a sealant layer that handles elevated filling temperatures without distorting or losing seal integrity. Products going through autoclave sterilisation at 121°C and above need CPP. LLDPE and PE soften at retort temperatures and lose seal strength. This isn’t a minor technical point — it’s the reason retort packaging has specific sealant requirements in the first place.
 High-Moisture Products and Liquids.
High-Moisture Products and Liquids.These put different demands on seal integrity and inner layer compatibility than dry goods. Worth confirming before settling on a structure, particularly for anything with significant water activity.
 Transport Conditions
Transport ConditionsHeavy products, export shipments, and products handled multiple times between production and retail all put more demand on the mechanical performance of the structure. Gauge, outer layer choice, and whether nylon is included all affect how the bag holds up. For export into demanding cold chains, this is where we typically push for a more robust specification.
 Shelf Life Target
Shelf Life TargetA product with a 90-day domestic cycle and one with an 18-month export shelf life rarely need the same material, even within the same category. Shelf life is usually the first question worth establishing, because it affects barrier requirements more directly than almost anything else.
If You Already Know the Structure
Send it over, and we’ll quote to spec. If anything in the specification looks like it could cause a production or performance issue, we’ll flag it before we start. If you have a current sample from another supplier, we can review it and either match the structure or suggest an equivalent.
If You're Working Out What You Need
The information that helps most:
What’s going inside — product type, moisture level, fat content, whether it’s liquid or solid, any sharp edges or irregular shapes.
Filling method — hand-filled, semi-automatic, or automated line, and the filling temperature.
Storage and distribution — ambient, refrigerated, or frozen; domestic or export; how long it will be in storage.
Shelf life target and whether the product is oxygen or moisture-sensitive.
Any special processing — retort, hot filling, vacuum sealing, or modified atmosphere.
With that, we can suggest a structure and explain the reasoning. If a simpler or lower-cost option is likely to cover the application, we’ll say so. We don’t default to more complex specifications when they aren’t necessary.
Common Material Structures
These are structures we work with regularly. Not every product fits the pattern exactly, but this gives a practical starting point for most applications.
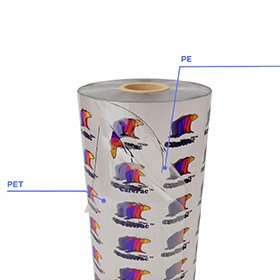
A common starting point for dry products. It prints well, seals reliably, and covers a lot of standard food applications where extreme barrier isn’t required. For anything with a short shelf life, going into domestic distribution, without particular oxygen sensitivity — PET/PE is often appropriate and doesn’t need to be upgraded without a real reason. We often see buyers move to a higher-spec structure here when the product doesn’t need it.
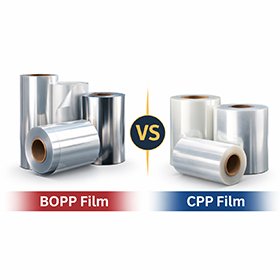
Lightweight, clear, and moisture-resistant. Used in snacks, bakery, and confectionery. Not the structure to reach for when oxygen barrier is a genuine requirement.

The metallised film layer gives a meaningful barrier improvement over plain PET/PE without moving to full foil. A reasonable middle step for products where shelf life matters but a full aluminium structure isn’t specifically required. Worth considering before jumping straight to foil.
This is where buyers end up when shelf life becomes a serious requirement. The aluminium foil layer provides near-zero oxygen and moisture vapour transmission. Common for coffee, high-fat or sensitive products, and some retort applications. The material cost is higher — but when the barrier requirement is genuinely there, it’s the right choice. When it isn’t, it’s unnecessary cost.

Nylon outer layer with PE sealant. The nylon stays flexible at low temperatures — down to around -60°C — and handles puncture from sharp product geometry in a way that PET outer structures don’t. Standard for frozen seafood and bone-in meat. If a buyer packing frozen product asks us whether they need nylon, the answer is almost always yes.

Multi-layer retort structure. Each layer does something specific: PET for printing and surface stiffness, nylon for puncture resistance through the autoclave cycle, aluminium foil for barrier, CPP as the retort-rated sealant. This is the structure for products going through sterilisation that need to hold ambient shelf life afterward. Choosing a simpler structure for a retort application is one of the more common and more costly mistakes we see.
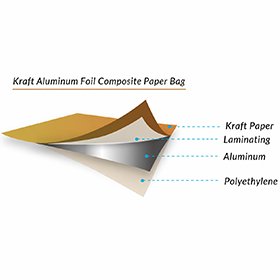
Kraft paper outer layer laminated with a food-grade inner film. The paper isn’t in contact with the product — the inner layer handles that. Used for dry food, pet food, flour, and products where a paper appearance fits the category or brand direction. Barrier performance depends on what’s behind the kraft layer.

No foil, so the product is visible through the pack. The trade-off is lower barrier performance — generally suitable for shelf life targets up to around 12 months. Used in some pet food and ready meal categories where product visibility matters commercially.
Either works. If you have a structure already, we’ll produce to it and flag anything that looks like it could be a problem. If you’re starting without a spec, send us the product and application details and we’ll come back with a recommendation. A lot of buyers don’t come in with a written specification for new products — that’s a normal place to start.
Metallised film has a very thin vapour-deposited aluminium coating. It improves barrier significantly compared to plain film, but oxygen and moisture can still pass through at a slower rate — it’s not the same as foil. Aluminium foil laminate brings transmission close to zero on both. For most standard food applications, metallised film is adequate. When shelf life is a serious requirement, or the product is going into retort, foil is usually where you end up.
In many cases, yes. The same material can often run as a three-side seal, a stand-up pouch, or a back-seal bag. The main exceptions are format-specific requirements — retort pouches need CPP as the sealant, and some materials suit certain formats better than others. We confirm compatibility before production.
Standard PE and BOPP films get brittle at sub-zero temperatures. In actual frozen handling conditions — conveying, stacking, dropping — that brittleness leads to cold-cracking. Nylon stays flexible at those temperatures. For products with bones or shells, the nylon layer also handles puncture resistance. Both reasons often apply at the same time, which is why NY/PE is the standard specification for frozen seafood and bone-in meat.
Yes. The kraft outer layer isn’t in contact with the product — the inner sealant film handles that. As long as the inner layer is food-grade and compatible with the product, kraft laminate works for dry food, pet food, flour, and similar applications.
Start with shelf life and product sensitivity. Short domestic cycle, not particularly sensitive to oxygen or moisture — standard barrier is often sufficient. Export, high-fat content, or shelf life above 12 months — higher barrier is usually the safer direction. If you’re not sure, send us the product details. We’ll give a practical recommendation rather than defaulting to the most expensive option.
Usually, yes. A written specification or a physical sample both work as a starting point. Send over whatever you have.
Not in any meaningful way. Thickness mainly affects mechanical performance — how the bag handles puncture, tearing, and the stress of filling and transport. Barrier comes from the layer composition, specifically whether metallised or foil layers are in the structure. A thicker version of a low-barrier laminate is still a low-barrier laminate.
Related Products
 Liquid Pouches
Liquid Pouches Gift Bags
Gift Bags Medical Packaging Bags
Medical Packaging Bags Cosmetic Packaging Bags
Cosmetic Packaging Bags Detergent Pouch
Detergent Pouch Agricultural Bags
Agricultural Bags Electronic Packaging Bag
Electronic Packaging Bag Eco-Friendly Packaging Bags
Eco-Friendly Packaging Bags Packaging Film
Packaging Film

